Menu
Close


0
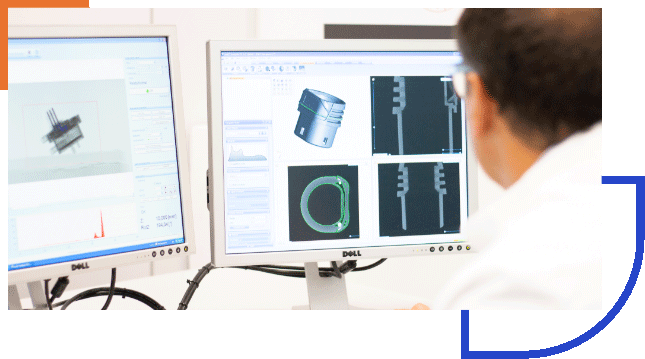
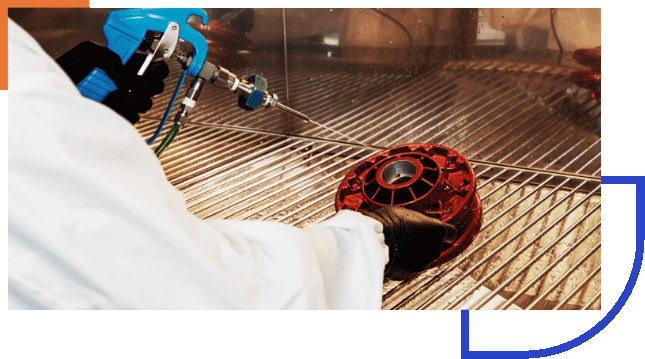
In qualità di partner esterno per la validazione dell’intero processo produttivo supportiamo i nostri clienti con servizi di consulenza, testing, analisi e certificazioni di componenti e materiali, dalla prototipazione al collaudo fino alla verifica dei processi di produzione.
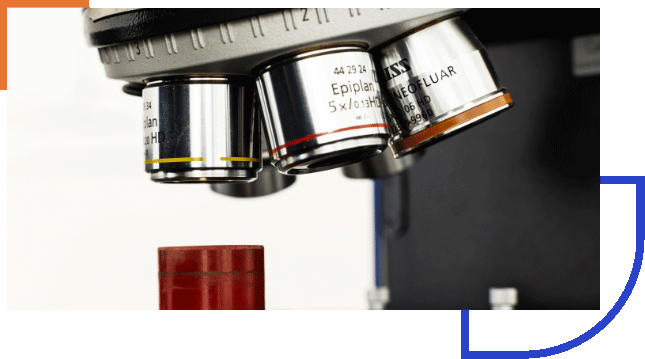
Unilab Laboratori Industriali S.r.l. è laboratorio prove accreditato LAB1634, secondo la norma UNI CEI EN ISO/IEC 17025 e regolamenti Accredia, per l’erogazione di servizi di prove meccaniche e metallografia e per l’erogazione di test di Contaminazione (Pulizia dei componenti); UNILAB è centro di Taratura LAT 229 accreditato per la taratura di strumenti di misura (tabella di accreditamento www.accredia.it). Inoltre UNILAB è certificata ISO 9001:2015 per il seguente campo applicativo: Progettazione ed erogazione di attività formative in ambito industriale (IAF 37).
Ringraziamo i clienti che negli anni ci hanno dato e continuano a darci la fiducia. Consci dell’importanza di offrire un servizio altamente professionale, puntuale, preciso e veloce, Unilab, oggi, come ieri, si impegna a mantenere alti standard nell’erogazione di servizi multidisciplinari per i settori più vari dell’industria Italiana e non solo.







































UNILAB è un centro di competenze che può aiutare la tua azienda a competere nell’attuale mercato internazionale. Attrezzature innovative, competenze tecniche e una naturale propensione all’analisi dei problemi rende UNILAB una struttura unica nel suo genere. Siamo sempre al tuo fianco per sviluppare nuove idee, nuovi prodotti e nuovi processi industriali.
Internationalisation of Veneto FOundry by networked Strategies and extended market exploration
Manifattura agile per la competitività e l’innovazione di prodotto
Internationalisation of Veneto FOundry by networked Strategies
Ghise e leghe di alluminio Ad elevate Prestazioni per componenti innovativi

Unilab Laboratori Industriali S.r.l.
Via Umbria, 22 – 35043 Monselice (PD)
C.F: e P.IVA 03314040274 – SDI SUBM70N
Tel. 0429.781280 – Fax 0429.784527
commerciale@unilab.it
segreteria@unilab.it
Resta sempre informato sulle nostre
ultime novità e approfondimenti
Copyright All Rights Reserved © 2024 Unilab Laboratori Industriali S.r.l. | Via Umbria, 22 – 35043 Monselice (PD) | C.F: e P.IVA 03314040274 – SDI SUBM70N | Tel. 0429.781280 – Fax 0429.784527 | Privacy policy | Cookie policy Powered by Virtute