

TARATURA E PARAMETRI
La strumentazione utilizzata nel processo produttivo contribuisce al raggiungimento della qualità finale del prodotto e necessita di essere monitorata regolarmente per poterne garantire l’adeguatezza ai requisiti previsti.
Tale processo aziendale prende il nome di conferma metrologica e prevede la definizione di parametri gestionali e regole operative atti a garantirne le corrette prestazioni.
La taratura della strumentazione fa parte di questo processo e tra i principali parametri da definire si trovano le modalità di effettuazione delle tarature (procedura), il limite di accettabilità ed il periodo di riconferma.

In particolare, il limite di accettabilità, o errore massimo ammesso, definisce il massimo scostamento accettabile per lo strumento in taratura e ne definisce la conformità all’interno del processo produttivo. La scelta di questo limite ha un impatto anche di tipo economico poiché determina eventuali rottamazioni o declassamenti della strumentazione con conseguenti costi di riacquisto.
COME STABILIRE IL CORRETTO LIMITE DI ACCETTABILITÀ?
Per la definizione del limite di accettabilità non esistono documentazioni di riferimento in quanto si tratta di un dato che è liberamente scelto dall’azienda in funzione della politica della qualità e delle strategie operative adottate.
Generalmente esistono due possibilità:
- Il limite di accettabilità viene fatto coincidere con il valore di MPE (Maximum Permissible Error) dichiarato dal produttore della strumentazione
- Il limite di accettabilità è scelto sulla base delle caratteristiche metrologiche richieste alla strumentazione e derivanti dai requisiti di processo/prodotto da monitorare con quest’ultima.
Inoltre, in funzione della tipologia dello strumento possono essere adottate specifiche scelte.
Per esempio, è possibile valutare il limite di accettabilità in base alle modalità di azzeramento dello strumento, che prevede la divisione in due macro categorie: strumenti a zero fisso e strumenti a zero mobile.
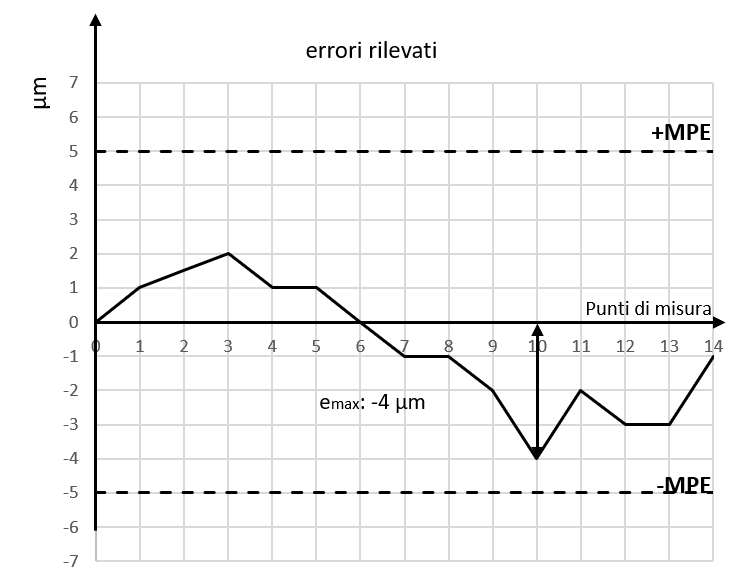
Gli strumenti a zero fisso, si azzerano sempre su un punto definito della scala e per essi viene generalmente definito un errore massimo ammesso sulla base dell’MPE dichiarato dal costruttore.
In questo caso gli scostamenti vengono determinati mediante blocchetti pianoparalleli ed in nessun punto della scala di verifica devono superare l’MPE.
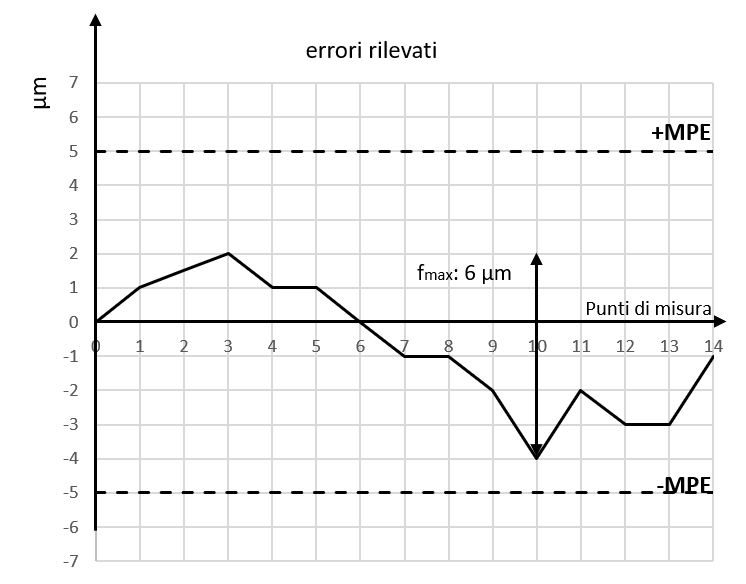
Per gli strumenti a zero mobile, come i comparatori, è possibile eseguire l’azzeramento in differenti punti della scala di misura e per essi possono essere definiti dei limiti di accettabilità in funzione della modalità di utilizzo. É possibile, inoltre, definire il parametro Fmax, ovvero il risultato della differenza tra errore massimo positivo ed errore minimo negativo nella curva di taratura.
L’IMPORTANZA DEL LIMITE DI ACCETTABILITÀ
Definire il corretto limite di accettabilità si rivela pertanto un’attività fondamentale perché:
- Permette di stabilire la conformità di uno strumento;
- Fornisce supporto all’operatore poiché contribuisce alla stima dell’incertezza di misura, che caratterizza la dispersione dei valori che possono essere attribuiti al misurando.
La sua definizione richiede molta attenzione perché gioca un ruolo essenziale all’interno dell’attività di conferma metrologica della strumentazione. E’ necessario conoscerne caratteristiche e valori per saperlo gestire correttamente.